六款专业产品,专为铝材加工打造
改善了排屑性能,从而减少磨具更换次数,提高每个班次的工件数量,增加切削量,实现无油脂工作区:这些都是 VSM ALU-X 系列的特点。

产品信息
优点
- VSM ALU-X 显著降低了切屑粘附;这可减少磨具更换
- 更高的性能有助于加快设备加工速度,降低工艺成本
- 此外 , 无油脂和无油磨削可确保洁净的工作场所。
- 磨料更少,处理成本更低

特点
- 陶瓷磨料颗粒是粗磨应用的理想选择
- 氧化铝可产生哑光的纹路图案,特别推荐用于轮廓加工
- 附加层 VSM ALU-X 显著降低了切屑粘附力
- 专为加工铝和有色金属而开发
ALU-X:用途广泛,适合各种应用
应用
- ALU-X 在加工铝、青铜和铜等有色金属时表现出高性能
- 非常适合焊缝的开坡口和平整
- 适合在修复磨削过程中去除毛刺和铸件及磨削缺陷
- 用于实现指定的技术表面质量






在最初的几秒内您就可以真正感受到 ALU-X 强力磨削的程度。即使在高强度使用后,它仍能正常工作 - 不会堵塞 !






极致性能满足降低切屑附着力的要求
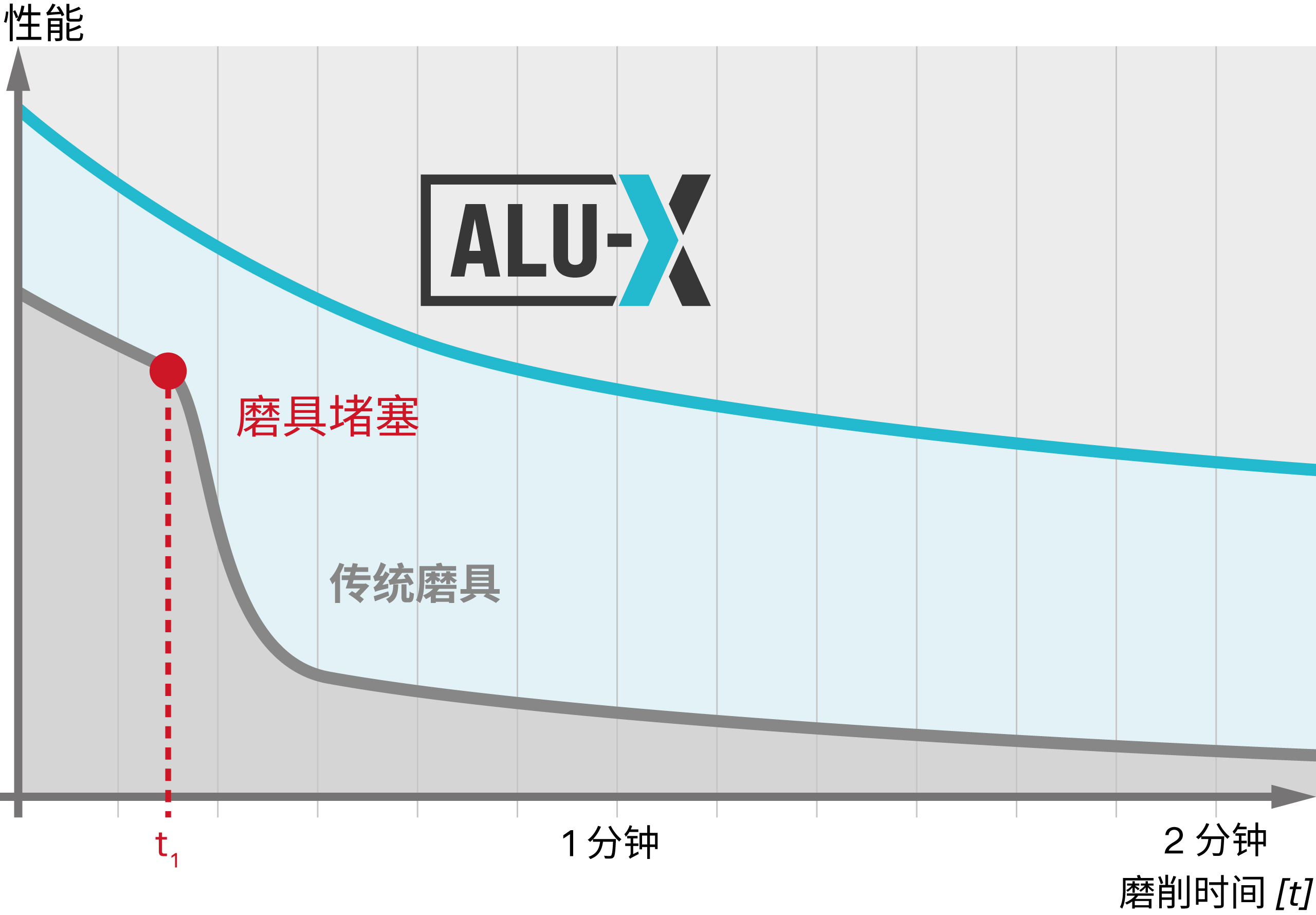
使用 ALU-X 进行更长磨削
非常适合有色金属
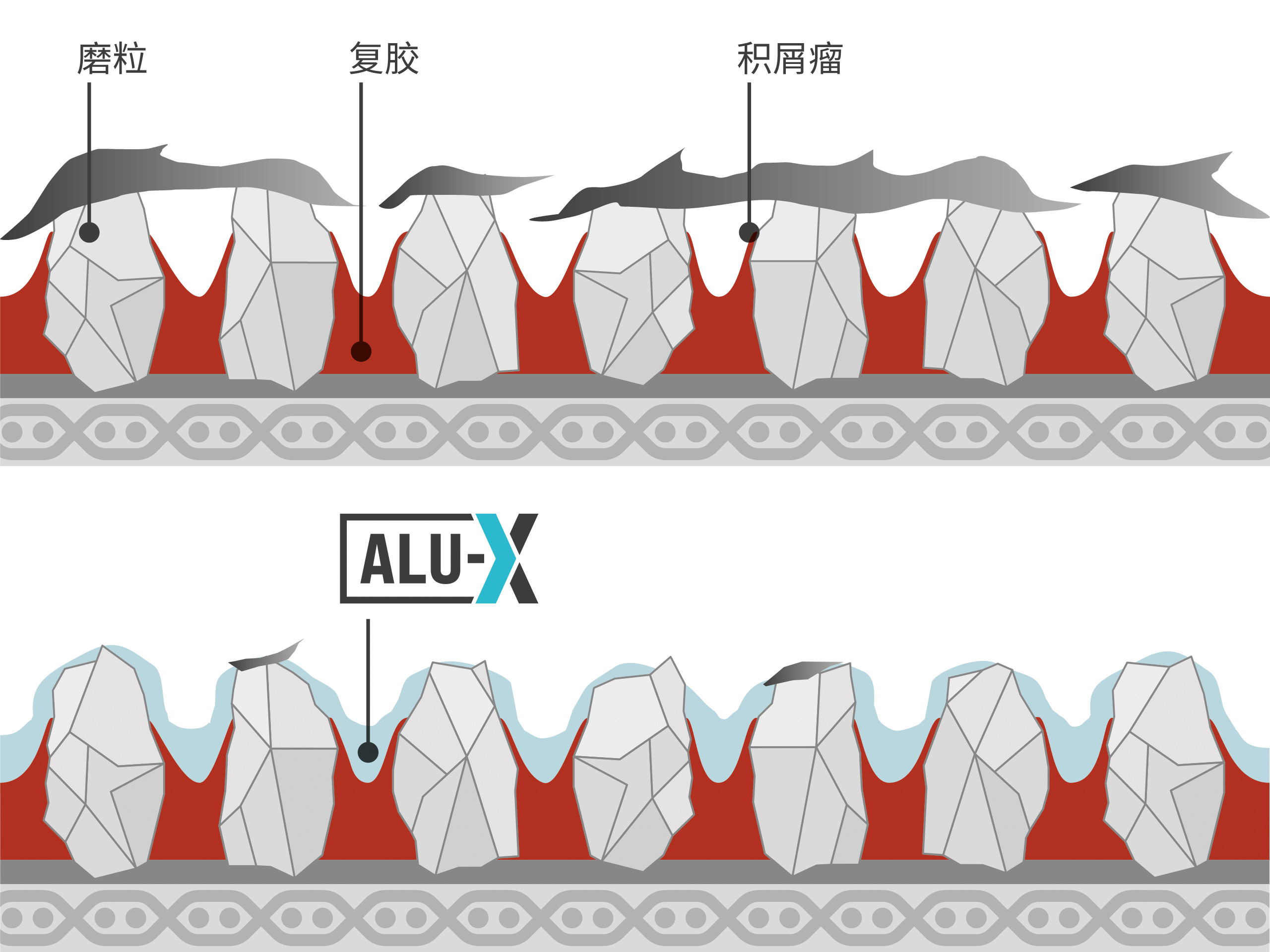
有色金属容易堵塞磨料。切屑不会被清除,而是在颗粒上开始形成沉积,切屑刃形成了积屑瘤。磨料颗粒不能再发挥作用,磨料无法使用。
VSM ALU-X 能防止切屑粘附和磨料堵塞。除了延长使用寿命外,这还可保持高切削率。
很好奇吗?

尝试一下
您想测试 ALU-X 的性能吗?您可以随意试订样品,无需付费:
电话:+49 511 3526 479
sales@vsmabrasives.com


进一步培训
我们还在直播网上技术交流讲座“ALU-X?!铝磨削新专家 !"中传授专业知识和全面的实用技巧。
专业磨削铝材
轻质合金铝在加工时,特别是在研磨和抛光时,必须考虑许多特性。但铝到底是什么?我们正在处理什么材料?其性能如何影响磨削?
什么是铝?
铝在我们的日常生活中无处不在,是继钢和铁之后使用最广泛的金属材料。如果我们考虑全球资源,它甚至是地球上最常见的金属,尽管只是以化合物形式存在。制造过程既复杂又耗能。铝主要从铝土矿、石灰岩和硅酸盐岩的风化产物中提取。使用拜耳工艺由铝土矿生产的氧化铝通过电解熔融转化为铝(和氧气)。全球冶炼厂生产了 5800 万吨所谓的原铝,其中最大的冶炼厂位于中国,最近(2022 年)每年产量为 4000 万吨。
在德国,2022 年生产了 330 万吨原铝,其中大部分为再生铝(约 300 万吨)。铝材的生产极其耗能:机舱铝材生产成本的 40% 来自于电力。另一方面,回收仅需要新生产所需能源的 5%。轻金属可以重新整合到材料循环中 − 换句话说,通过回收利用 − 并不会降低质量。
铝:产品和行业
由于铝具有出色的成型性能和极高的承载能力,因此可用于所有经济领域。尽管如此,仍有一些重点行业:据行业协会 Aluminium Deutschland 称,铝产品的近一半用于运输行业(46%)。另一方面,建筑行业和包装行业使用大约 26% 的产品。工业,尤其是机械工程、电气工程以及钢铁行业,也使用大量铝材, 占德国铝材产量的19%。
德国铝工业在数量上最重要的生产领域是半成品铝产品 ,其中 轧制和挤压产品 在产量方面最为重要。
压制和拉制产品 可分为型材、棒材、管材和线材。
另一个非常重要的生产领域是 铝压铸,即,使用不同的铸造工艺制造的成品部件,如 砂型铸造或压铸。铝的低熔融温度使其适用于铸造零件的生产。主要客户是汽车行业。
铝材的多种应用
铝是一种非常多样化的材料。消费者都知道它,例如铝箔或饮料罐;其他每天吸引您眼球的知名产品包括家用物品和电器、家具或幕墙系统。
仔细观察,您就会发现铝是如此普遍。这主要是因为其多功能性。铝是一种多功能原材料 - 质轻、稳定,但坚韧。其出色的成型性能和高承载能力令人印象深刻。并且:与钢相比,在强度相同的情况下,铝组件的重量不到钢组件的一半(重量减轻约 60%)。
因此,铝材(通常以合金形式)始终用于需要减重、稳定性和保护功能的场合。
铝材的最重要应用是:
交通和运输:汽车制造商之所以看重铝,主要是因为它很轻,因为它可以节省能源和燃料。汽车行业将其用于车身、底盘、发动机缸体、气缸盖、变速箱、车门、轮辋和车轮等。铝材还广泛用于自行车、摩托车、火车、轮船和飞机制造,甚至航空航天领域。
包装和容器:除了传统的铝箔外,铝还用作饮料罐或喷雾罐、瓶子和试管,如酸奶杯盖、咖啡胶囊、烤盘、药品泡罩包装等。它非常适合用作包装材料:它重量轻,因此可降低运输成本,保持紧密,耐受高温和低温,并且无固有味道。它也经常用作食品和化工行业的容器和系统。
建筑:铝作为轻质结构的建筑材料以及功能性材料,在建筑行业中尤其受到关注。它易于加工,不易燃且耐候,是窗户和门、外墙、淋浴室、配件和把手、管道、栏杆或墙壁和屋顶系统的理想选择。最后但同样重要的是,替代能源的使用增加为铝材应用开辟了更多领域,例如在风能和太阳能发电厂或换热器中。
电气工程和机械工程:易于加工、无磁性,最重要的是良好的导电性和导热性 - 这些特性深受机械工程和电气工程行业的青睐。因此,铝可以用于电容器、电机外壳、开关柜、管材、高压和低压电缆和汇流排、微芯片生产、冷却鳍片和 IT 装置的存储板、精密部件、气缸等。
家居和休闲:如果您在家中仔细观察,几乎可以在任何地方发现铝材。一方面是因为它轻便、稳定,另一方面是因为它具有特别装饰性且设计精美的表面。它被视为一种特别 “美观” 的材料。您可以在厨房里找到花盆、平底锅、餐具和餐具、手机和电视机、家具、梯子、花园椅子以及数十种其他日常产品。
铝的磨削性能:重量轻、柔软
铝在磨削时的表现如何?
基本上,磨削铝就像磨削任何其他金属。尽管如此,这种流行的轻金属在加工行为和物理性能方面仍具有特殊的性能。
可加工性:一般来说,纯铝的可加工性更好。与加工钢、铁或铜等相比,您需要的能量明显更少。
润滑倾向 / 堵塞:纯铝强度低,是一种非常柔软的金属,因此在磨削过程中容易形成油污和刀瘤。以合金的形式,它变得更坚固或具有更强韧的加工性能。
传导性:铝具有很高的导热性和导电性。热导率是黑色金属的四倍,这就是为什么材料在磨削过程中加热更快,但热量在整个工件中分布良好的原因。
氧化:有色金属立即在表面形成只有几个原子厚的氧化层,从而防止腐蚀。可通过磨削快速去除这些残留物。但在很短的时间内,在短短几分钟内,它又重新形成:这种被动层是 “自愈” 的。
压缩:因为铝非常软,所以往往会受到巨大的压缩。这对于抛光等精细工作非常实用,因为可以相对快速地产生高光泽表面,甚至非常接近铬板。
铝:最重要的磨削应用和任务
在卷材、片材和平板的表面处理过程中,从粗磨到细磨的整个生产过程都会用到。
首先, 去毛刺:必须按照与 焊缝相同的方法去除切割边缘上的锐边和毛刺部分。此外 焊缝坡口 的制备也起着重要作用。铸件 的磨损和工件的 倒角 也是铝产品制造和加工中最重要的应用。
表面不平整和缺陷应在修复磨削或清洁磨削过程中磨削掉。最后一步是 精加工,获得具有所需技术表面质量的精细表面。
根据工件的尺寸和要求,可以使用平面磨削、背台磨削(也称为磨削支座磨削)或手动电动磨具(如角磨机或鼓式磨机)加工铝。
铝:如何正确磨削
鉴于铝的上述属性 - 特别是可加工性好,易于沾污,导热性高 - 遵循一些基本的加工或磨削规则更好。
如果您想在磨削铝材时获得尽可能高的切削量,则可以从粗糙的粒度大小开始(使用 VSM ALU-X 时,从粒度大小 P24 开始就可以实现),然后在每个工作步骤中(例如以 100 的增量)细化磨削粒度。这样可以很好地磨掉之前步骤的磨削痕迹。
ALU-X 砂轮 XF733 和 XK733X 以及砂带 XK733X 尤其适合在整个磨削时间内以高功率进行粗磨作业,并能在切屑附着力小的情况下实现最大切削量。例如,对于中间磨削,您可以改用 ALU-X KK732F,这是一款柔韧棉布基材上具有多功能氧化铝磨粒的磨料磨具。可提供 P80 至 P600 的粒度大小。
高切削速度可产生更小的切屑。这可减少堵塞和刀瘤。专家建议的切削速度为 vc = 35−40 m/s。
磨削压力的选择应始终取决于材料的性质和可能的合金。特别深的划痕通常在开始时需要高压,但始终要特别注意,否则很快就会磨掉太多的划痕,并且进一步处理的工作量有时会比以前更大。
磨削铝需要持续冷却,以免表面灼烧或损坏材料。更精细的粒度大小往往会产生更多的摩擦,从而导致工件温度更高。冷却润滑剂(KSS)也可在此提供帮助。
提示:避免污染
铝不会 “生锈”(不过它可能会腐蚀),但金属切屑或其他黑色金属的残留物可以通过受污染的磨料磨具 “加工” 到铝中,在最坏的情况下,还会在那里生锈。因此,只能使用加工铝的磨料磨具 . 铝加工磨料磨具也只能用于该材料。最后但同样重要的是,我们建议分别存储不同的磨料磨具。
提示:进行试磨
磨削铝材有很大的灵活性,需要凭经验。因此,在尝试完整工件和大面积加工之前,通常建议对纹路图案或材料进行小范围的磨削压力和速度测试。
用于铝加工的最佳磨料磨具
非常适合有色金属,如铝:VSM ALU-X
VSM 开发了一系列新型磨料磨具,以满足有色金属磨削的特定要求。VSM ALU-X 以前称为 VSM STEARATE 或 STEARATE PLUS,将两种 VSM 技术融合在一个产品中:它基于成熟的 VSM CERAMICS 磨削技术,具有连续自锐性。陶瓷磨粒磨料磨具采用半疏植砂结构,可实现大切削量、强力、快速切削,具有很长使用寿命。
VSM ALU-X 附加层使这些磨料磨具更臻完美,大大改善了它们去除切屑的能力。它可确保切屑与磨料的可靠分离,从而显著减少切屑对磨粒的粘附,并有效防止烦人的堵塞。这使 ALU-X 能够优化有色金属的加工。
VSM ACTIROX 带有 ALU-X:
- 粒度大小为 36+、60+ 和 80+ 的钢纸磨片 AF733 专门用于清除车铣鳞纹等困难作业
带有 ALU-X 的 VSM CERAMICS,
- 可以粒度大小为 24、36、60 和 80 的钢纸磨片 XF733 形式供货:非常适合低中等接触压力的粗磨。
- 也可以粒度大小为 24、36、40、60、80 和 120 的 XK733X 砂带形式供货:针对中等压力粗磨进行了优化,可适用于湿法磨削。
带 ALU-X 的 VSM ALUMINIUM OXIDE:
- ALU-X 系列还包括氧化铝砂带 KK732X、KK532F 和 KP532E。这些产品的粒度大小从 P36 到 P600 不等,使其成为真正的全能产品。磨粒产生哑光纹路图案,特别适合轮廓加工。
安全提示:安全第一,尤其是在磨削铝时
铝的磨削、拉丝和抛光会产生高度易燃的细粉尘,在某些情况下,即与空气中的氧气和点火源有足够的混合比例时,甚至可能引起爆炸。
因此,立法机构通过德国意外保险协会(DGUV)制定了关于处理铝材和 “防止粉尘火灾和粉尘爆炸” 的专门职业安全规定。
在 DGUV 规则 109-001 中,对铝进行磨削、拉丝和抛光等作业,建议:
- 仅佩戴护目镜和护耳装置并穿着不可燃服装,
- 可靠地清除火源并使火源远离加工区域,
- 不要在火源附近磨削任何产生火花的材料,
- 避免粉尘湍流,
- 如果可能,使用湿法进行处理,
- 确保抽风系统始终处于运行状态,并且
- 定期使用合适的工具(工业吸尘器)清洁工作场所。
此外,吸入铝粉被认为是主要的健康风险,可导致肺部疾病,如铝质病、癌症或中枢神经系统损伤。因此,工作场所不仅应通风良好,而且还必须配备排气系统。还必须使用合适的呼吸防护装备。